Biyellerde (Con-Rod) Görülen Hasarlar ve Dikkat Edilmesi Gereken Noktalar
Dizel makinelerde kimi civatalar çok önemlidir. Civatanın görevini yapabilmesi için elastik alanda kalabileceği, önceden belirlenmiş torka sıkılması gerekir. Bu tork değeri üretici tarafından verilmektedir. Bazı civatalarda ise sıkma birden fazla adımda yapılır. Bu adımların kiminde civatanın sıkıldıktan sonra tekrar gevşetilmesi gibi bir adımla karşılaşıyoruz. Bu yazıda özellikle makine üreticileri tarafından verilen sıkma prosedürlerinde, “sıkma, gevşetme ve tekrar sıkma” adımlarının ardında yatan sebebi araştırırken bulduğum bilgileri paylaşmaya çalışacağım. Yazının büyük kısmını, A. Strozzi [1] ve arkadaşlarının yapmış olduğu kapsamlı bir çalışmadan alıntılıyorum. Diğer bölümlerde de kullandığım kaynakları mümkün mertebe ekledim. Kendi deneyimlerimden de bir miktar eklemeye çalıştım. Çeviri sırasında yapmış olduğum hatalar benimdir (traduttore traditore). Faydalı bilgiler ve övgüler tamamen alıntıladığım yazarların emeğinin sonucudur. Kaynak verilmeyen resimler bana aittir. Connecting rod (biyel) ile ilgili bilgilerimizi tazeleyerek başlayalım. Daha sonra connecting rodlarda en sık karşılaşılan hasarlara değindikten sonra con rod cıvatalarına değinerek yazıyı bitirmeyi planlıyorum.
Connecting Rod (Biyel, Con-rod)
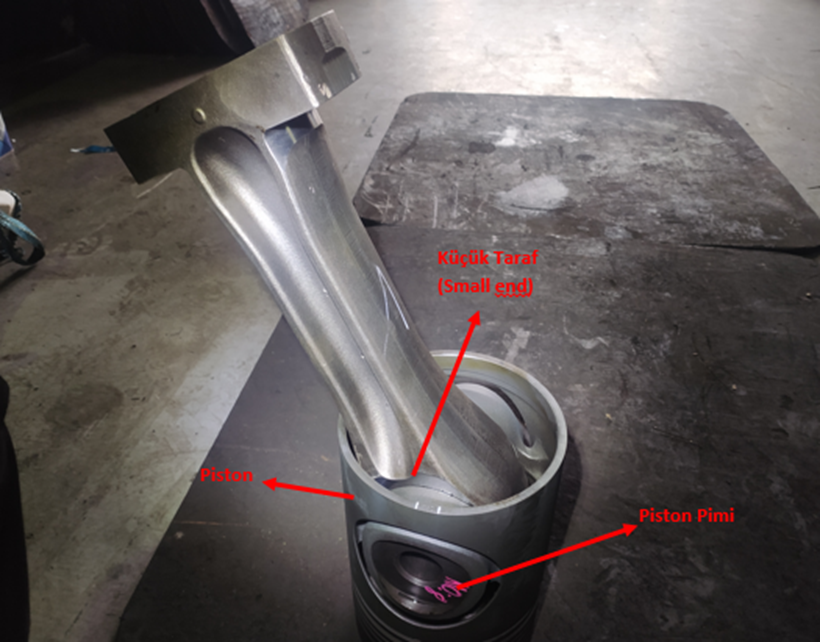
Connecting rod (Biyel) içten yanmalı motorlarda kullanılan en önemli ekipmanlardan biridir[1]. I profil sacların ortasının daha kalın haline benzer bir gövdesi olan connecting rodlar piston ve crankshaftı birbirne bağlayarak pistonda elde edilen kuvveti dairesel harekete çevirmeye yardımcı olur. Connecting rodu iki ucunda biri büyük, biri küçük olan delikler bulunmaktadır. Küçük olan tarafa piston pimi gelir; büyük olan tarafta ise kol yatakları ile crankpine bağlantısı gerçekleştirilir.

Connecting rod yüksek çevrimli yorulma yüklemesine maruz kalan parçalardan biridir[1]. Connecting rod tasarımları sırasında, roda etki eden yanma gazları kaynaklı kuvvetler ve atalet kuvvetleri dikkate alınır. Dış yüklere dayanabilecek kadar kuvvetli olması, iyi bir bağlantıyı sağlayacak kadar rijit olması ve atalet kuvvetlerini minimize edebilecek kadar da hafif olması istenir[1]. Bütün bu durumlar göz önüne alındığında connecting rod incelikle tasarlanmalıdır[1].

Con-rod Hasarları

1- Con-rod Gövde Hasarları
Con-rod (biyel) gövdesi, yanma basıncının etkisiyle genleşmenin başlayacağı üst ölü noktada veya piston alt ölü noktadayken sıkıştırmaya maruz kalır. Bunun tersi olarak; piston ve piston piminin kütlesinin ortaya çıkarttığı atalet kuvvetleri nedeniyle, emme strokuğu başlangıcında gerilmeye maruz kalır. Böylece con-rod gövdesinin maruz kaldığı yorulma stresleri tersine dönmüş olur[1].
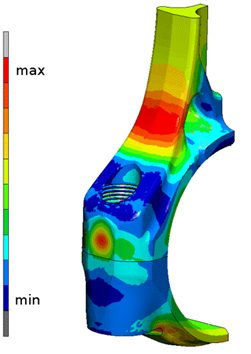
Bu normal yükler sırasında oluşan kuvvetlerin von Mises stres dağılımları için sonlu elemanlar yöntemiyle hesaplanan tahmini stres yoğunlaşmaları Şekil 5-c’de görülmektedir[1]. Kırmızı ile temsil edilen alanın, küçük taraf (small end) ve gövde arasındaki geçiş bölgesinde yoğunlaştığı anlaşılmaktadır. Şekil 5-a’da görülen con-rod hasarının, sonlu elemanlar metoduyla görülen stres konsantrasyonları bölgesinde olduğu görülmüştür[1]. Şekil 5-b’de görülen 4 adet çatlak başlangıç bölgesi yorulma kırılmasının normal yükleme altında olduğunu göstermektedir [1].

Küçük taraf, büyük taraf ve gövde geometrilerindeki farklılıklar- ilk iki kısım çember, gövde ise kiriş- gerilimlerde farklılıklar olmasına ve kaçınılmaz stres yoğunlaşma bölgelerinin oluşmasına sebep olmaktadır [1], [2]. Normal yükleme koşullarında meydana gelebilecek hasarlara ek olarak, con-rod aşırı sıkıştırma koşullarında görülen hasarlar Şekil 6’da görülmektedir [1].
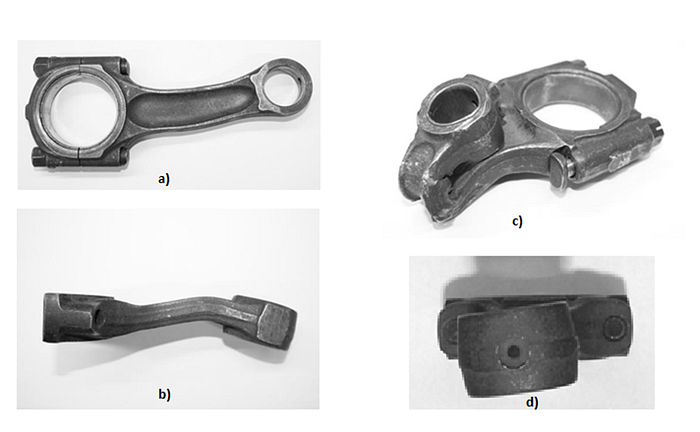
Yukarıdaki hasarlar, makinede gerçekleşen bir sarma veya yanma odasına soğutma suyunun girmesi gibi sebeplerle piston stroğunun engellenmesi sonucu meydana gelir. Şekil 6 a ‘da yana bükülme, 6b’de ön-arka bükülme, 6c tüm makinenin hasarına yol açan con-rodun yıkıcı bükülmesi ve 6d’de plastik torka maruz kalan pistonun bükülmüş resimleri görülmektedir.
İlgili makalede[1] çok sık görülmeyen dikine çatlaklar ve 45 derece çatlaklarına da değinilmiş. Bu kısımlara, genelde yarış motorları gibi çok yüksek devir gerektiren motorlarda görüldüğünden burada değinmeye gerek duymuyorum.
2- Küçük Taraf (Small End) Hasarları
Piston con-rodunun küçük tarafında (small end) rastlanan hataların başında burç dönmesi vardır. Burç dönmesi sonucunda con rodun küçük tarafında bulunan burç ve piston piminin yağlanmasını sağlayan yağlama kanalı kapanır. Yağlama kanalı kapanması sonucu yağsız kalan bölgede sarma meydana gelir. Sarma sonucunda piston ve piston pin kısmında hasarlar görülmektedir. Burç dönme olayının gerçekleşme sebebi açık olmamakla birlikte genel kanı vibrasyon sebepli olduğudur.
Termomekanik döngüsel yüklere maruz kalan makine elemanlarında microslip adı verilen bir fenomen gözlemlenmektedir [2]. Bu fenomen, temas arayüzünde bir montaj elemanının diğerine küçük teğetsel kaymaların birikmesiyle karakterize edilir [2]. Microslip fenomeni nedeniyle gerçekleşen fretting yorulması con-rod’un küçük tarafında gözlemlenmiştir [1]. Microslip nedeniyle oluşan fretting yorulmasını engellemek için con rodlarda sürtünme engelleyici kaplama yapılarak burç ve küçük taraf arasındaki sürtünme katsayısı minimize edilerek bu fenomenin önüne geçilmeye çalışılır.

3- Büyük Taraf (Big End) Hasarları
Piston con-rodunun büyük tarafında (big end) küçük taraftaki gibi sık rastlanan hataların başında yatak dönmesi vardır. Yatak dönmesi sonucunda yağ filmi bozulur ve sarmaya sebep olabilir. Büyük taraf da küçük taraf gibi fretting failure görülebildiği bölümdür.
4 — Con-rod saplamaları
Con rod saplamalarında/civatalarında oluşan hasarlar yıkıcı sonuçlara sebep olmaktadır. Cıvata mekanikleri konusundaki geniş ilerlemelere rağmen hala cıvata kopması kaynaklı sorunlarla karşılaşılabilmektedir. Bu sorunlara etki eden faktörlerin başında, civataların olması gerekenden daha az torkla veya üretici talimatlarına aykırı şekilde sıkılması, dizayn hataları, malzeme veya fabrikasyon kusurları sayılabilir[3].
Con-rod saplamaları ile yapılan çalışmalarda, çok yüksek sıkma toklarının çok yüksek cıvata öngerilimi sağladığını ve bunun sonucunda çok fazla sıkmaya sebep olduğu ve kötü tasarımla birlikte yüksek stres konsantrasyonlarına, özellikle de komşu cıvata deliklerinde yüksek çekme gerilimleri indüklemesine etki ettiği raporlanmıştır[4]. Ayrıca yerel bükme etkileriyle erken con-rod yorulmalarına sebep olduğunu belirtmişlerdir [4], [5]. Literatürde, cıvatalı bağlantıların, yeterli miktarda öngerilme sağlayacak yeterli miktarda torka sıkılması gerektiğinin altı çizilmektedir[3], [5], [6]. Öngerilme yükseldikçe, servisteki cıvataya transfer edilen gerilim genliği azalmaktadır[5]. Con-rod’daki cıvata davranışına etkiyen önemli etkenlerden birinin öngerilme olduğu belirtilmiştir[3], [4]. Öngerilmenin fazla olması con-rod üzerinde yorulma ve fretting hasarlarına sebep olabilecekken düşük olması da gerilim genliğinin cıvataların yorulmasına ve cıvata hasarına sebep olabileceğini belirtmişlerdir.


Biraz daha genelleme yaparak konuşursak eğer; con-rod cıvataları azami özen gösterilmesi gereken parçalardır. Makine üretici tarafında dizayn konusunda üzerinde çalışılmış, prosedürleri belirlenmiş, doğru malzemeler ve dizayn süreci sonrasında kullanıma başlanmış olan bu parçaların, makine üreticisinin belirttiği şekilde sıkılması ve orijinal parça kullanılması makinede meydana gelebilecek yıkıcı olaylardan kaçınmak için gereklidir. Sıkım prosedürlerinde belirtilen dişlerde yağlama (yada üreticinin belirttiği koruyucu, sarma önleyici sprey/kimyasal kullanımı) yapılması/yapılmaması, sıkma prosedürlerinin harfiyen uygulanması (sıkılması, gevşetilmesi, tekrar sıkılması) cıvatanın öngerilimine etki etmektedir. (Sürtünme katsayısı ile, birden fazla sıkma işlemleri –sıkma, gevşetme, sıkma- de bu kuvvetlere etki etmektedir [5].) Yağlama yapılmaması gereken yerde yağlama yapılması, yapılmaması gereken yerde yapılması ufak bir detay olarak gözükse bile servis ömrünü kısaltabilmektedir.
Sonuç
Sonuç olarak makinede çok önemli bir görev gören connecting rodlar kolay kolay hasar almamakla birlikte şahsi görüşüm bu parçaların aşil topuğu con rod saplamaları/civatalarıdır. Bu parçalara özen gösterilmeli, çalışma saati dolduğunda değiştirilmeli ve orijinal yedeklerin kullanılmalıdır. Ayrıca verilen üretici talimatlarında, bazı adımlar pratik gözükmese de altında bir ekibin hesaplamaları, çalışmaları ve deneylerine dayalı bir takım deneyimlerin olduğu göz önüne alınarak prosedür dikkatlice uygulanmalıdır.
Değerli vaktiniz ve sabrınız için teşekkür ederim.
Kaynakça
[1] A. Strozzi, A. Baldini, M. Giacopini, E. Bertocchi, and S. Mantovani, “A repertoire of failures in connecting rods for internal combustion engines, and indications on traditional and advanced design methods,” Eng. Fail. Anal., vol. 60, pp. 20–39, 2016, doi: https://doi.org/10.1016/j.engfailanal.2015.11.034.
[2] N. Antoni, Q.-S. Nguyen, J.-L. Ligier, P. Saffré, and J. Pastor, “On the cumulative microslip phenomenon,” Eur. J. Mech., vol. 26, no. 4, pp. 626–646, 2007.
[3] S. Griza, F. Bertoni, G. Zanon, A. Reguly, and T. R. Strohaecker, “Fatigue in engine connecting rod bolt due to forming laps,” Eng. Fail. Anal., vol. 16, no. 5, pp. 1542–1548, 2009.
[4] L. Witek and P. Zelek, “Stress and failure analysis of the connecting rod of diesel engine,” Eng. Fail. Anal., vol. 97, pp. 374–382, 2019.
[5] D. Croccolo, M. De Agostinis, S. Fini, G. Olmi, L. Paiardini, and F. Robusto, “Tribological properties of connecting rod high strength screws improved by surface peening treatments,” Metals (Basel)., vol. 10, no. 3, p. 344, 2020.
[6] V. 2230, “Systematische Berechnung hochbeanspruchter Schraubenverbindungen — Zylindrische Einschraubenverbindungen,” 2003.
