Vaka Analizi: Piston kol yatağı (crankpin bearing) sarma olayı
Yurt içinde çalışan bir gemiye ait 3 numaralı jeneratörde kol (crankpin) yatağının sarması üzerine, kök sebebi bulmak için gemiye çıktık. Gelen bilgiler şu şekildeydi:
- Makinede kaverler ve pistonlar bakım için sökülüyor. Bakım sonrası toplanıyor.
- Makine çalıştırılıyor ve 15 dk boyunca çalışması sürdülüyor.
- Piston kollarının (connecting rod) gezinti kontrolü için karter kapakları açılıyor.
- No 1 kol yatağının kusma yaptığı görülüyor.



İlk olarak gemi ekibi tarafından sökülmüş olan No 1 piston connecting rodu yataksız vaziyette sıkıldı. İç çap ölçüsü mikrometre ile ölçüldü. %30'a yakın ovalite olduğu saptandı.


Şekil 3'te görülen noktalar ölçülen kol ölçüleri A-A’ için 177.80 mm, B-B’ için 178.10 mm ve C-C’ için 177.82 mm olarak ölçüldü. Ovalite değerine bakarken ölçülen en yüksek değer ile en düşük değer arasındaki fark dikkate alınıyor. Bu durumda ovaliteyi, 178.10–177.82=0.28 olarak hesaplayabiliriz. İlgili dizel jeneratörün üretici standartlarına göre olması gereken değer ise 0.08 mm’dir.
Crankpin yatak sarma esnasında yüksek sıcaklığa maruz kalır. Yüksek sıcaklık malzemenin mikro yapı özelliklerinde istenmeyen değişmelere sebep olmaktadır. Bu değişimlerden biri sertliğe olan etkisidir. Bu bilgiler ışığında crankpin’de nasıl bir değişim olduğunu görmek için sertlik ölçümleri gerekti.

Sertliğin doğru ölçülebilmesi için ilk olarak yüzeyin temizlenmesi gerekiyordu. Bunun için kalın tanecikliden ince tanecikliye doğru zımpara kağıtları ile polishing işlemi yapıldı.

Portatif ölçüm cihazı kullanılarak sertlik ölçümleri yapıldı. Ölçümler Shore (HS) biriminde yapıldı çünkü; üretici firmanın standart sertlikleri verdiği birim HS’ti. Ölçümler sonucunda ortalama 52 HS sertlik ölçüldü. 65 ~ 85 HS arasında olan krankpin’de yumuşama tespit edildi.
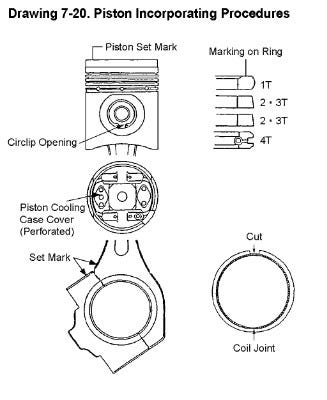
Bu olayların sebebi olan ovalitenin nasıl gerçekleştiğini araştırmamız bizi çok ufak ama önemli bir detayın atlanmış olduğu sonucuna ulaştırdı. Üretici fabrika çıkışında piston kolu ve piston kolunun üst kısmı olan “kep” bölümüne bir marka koyuyor. Bu markalar aynı yönde olmalı ve her silindirin kendi kepi kendi koluna bağlanması gerekiyor. Kontroller sonucunda 1 numara ile 2 numaranın keplerinin karıştırıldığı tepit edildi. Bu karıştırma sonucunda kollarda ovalite olduğu tespit edildi.

Keplerin yanlış bağlanması yüksek ovaliteye sebep olmakta, bu ovalite de yağ filminin bozulmasına ve yağlama eksikliği sebebiyle oluşan yüksek ısı, çalışan her iki yüzeyin de zarar görmesine sebep olmaktadır.
Makinelerin montajları sırasında üretici talimatları dikkatlice okunmalı. İşler aceleye getirilmemeli. Mümkünse ilgili üreticiden en azından danışmanlık hizmeti istenmesi ile bu gibi durumların önüne geçilebilir.
Kaynak
[1] — Yanmar 8N21 Instruction Book
