Piston
İnsanoğlunun dairesel hareketten faydalanması M.Ö. 3500'lü yıllara kadar dayanıyor. Tekerlek ile başlayan serüvenimizde, taşımacılıktan elektrik üretimine, makinelerden robotlara hemen her alanda bu hareketi kullanıyoruz. Dairesel hareketi elde etmenin yollarından biri olarak da yakıtın ihtiva ettiği enerjiyi kullanmaktır. Silindirde gerçkeleşen patlama sonucu elde edilen enerji ile bir cismi aşağı ve yukarı olacak şekilde dikey bir hareket ile gönderip, bu dikey hareketi farklı şekillerde tasarladığımız şaftlar ile dairesel harekete çeviriyoruz. Elimizde dönen bir cisim olunca gerisi hayal gücümüze kalıyor. Alternatörler, pervaneler, dişliler vs.

Bugün bu dairesel hareket elde etmede işimize yarayan kritik bir organ var. İnsanın çok uzun yıllardır dostu. Pistonlar…

4 zamanlı dizel makinelerde genellikle 3 tip pistonla karşılaşıyoruz. Tırtıklı çeneli, düz çeneli ve 3 parçaya ayrılabilen.



Bir gemi mühendisinin sıkça şahit olacağı işlerden bir diğeri de piston sökümüdür. Kavere görece daha az teferruatlı olan pistonları sökebilmek için kaverin sökülmüş olması gerekiyor.

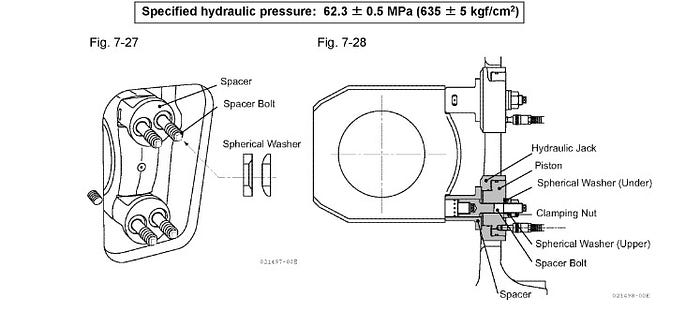
Pistonu krankşafta bağlayan, sanayide “biyel kolu” olarak duyabileceğiniz connecting rodun, civata, saplama yada somunlarının gevşetilmesi gerekmektedir. Bu civatalar kimi zaman lokma ve lokma kolu ile kimi zaman da; hidrolik aparatlar kullanılarak sökülen türde olabilmektedir. Piston çapı büyüdükçe hidrolik aparat kullanım gerekliliği artmaktadır.
Makinenin işletilmesinde sürekli olarak faydalanacağımız instruction booklarda yapacağımız bir çok işlem detaylı bir şekilde anlatılmaktadır. Bu işlemleri yıllarca yapmış olan tecrübeli ellerin bu prosedürlerde belirtilen yöntemlerden daha iyilerini geliştirdiğine şahit olabilirsiniz.
Piston sökümü öncesi 150 mm’den büyük çapta olan çoğu makinede silindirin üst kısmında bulunan, ateş çemberi, anti-polishing ring, calibration insert gibi farklı isimlerle adlandırılan çemberin sökülmüş olması gerekiyor.

Ateş çemberi de söküldüğünde alt kepin alınması kalıyor. Alt kepi alınan piston çekilmeye hazır. Genelde piston kafalarında eye bolt takılabilecek civata dişi çekilmiş bir yuva bulunur. Uygun ebatta eye bolt kafaya montelenir ve piston çekilir.



Pistonlar tamamen demonte edildikten sonra temizlikleri gerçekleştirilir. Kafada segman yuvaları bulunur. Bu yuvalarda yanma sırasında oluşmuş karbon atıklarından arındırılması, daha sonra montaj esnasında sorun yaratmaması için önemlidir. Kafa dikkatlice temizlenir. İnce temizliği tornaya bağlanarak 400 kum gibi ince aşındırıcı partiküller içeren zımpara tercihleriyle kanalların temizliği gerçekleştirilir.

Temizlik sonrası piston kanallarının ölçümleri, piston connecting rodunun sıkılması ve ölçülmesi yapılır. Yüzey yüzeye çalışan yüzeyler incelenir. Kafalara çatlak boya testi yapılması faydalıdır.



Makine parçalarının montajı sırasında metalin esneme ve büzülme özelliğinden sıklıkla faydalanılır. Bu özellikten faydalanılan yerlerden biri de piston pin burcunun montajı sırasındadır. Sıvı azot yardımıyla soğutulan burç özel eldivenlerle alınır ve piston koluna montajı gerçekleştirilir. Sıvı azot kullanılması sırasında buharlaşan azot atölyede esrarengiz bir atmosfer oluşturabilir.


Tüm temizlik, kontrol, ölçüm ve yenileme işlemleri biten pistonumuz montaja hazırdır. Segmanların gerekmesi halinde yenilenmesiyle birlikte montajı tamalanır. Segman açıklıklarının doğru konumlandırılması ve segmanda bulunan markaların doğru yerde olduğunun kontrol edilmesi önemlidir. Segman klerenslerinin de üretici kiabında verilen aralıkta olduğu kontrol edildikten sonra montaj tamamlanabilir.



Kaynakça
(1) — Fault detection in an engine by fusing information from multivibration sensors — Ruili Zeng, Lingling Zhang, Jianmin Mei, Hong Shen and Huimin Zhao
(2) Yanmar 6HAL2 Series instructions
(3) Yanmar 6EY18ALW instructions
(4) Yanmar 6–8N330 instructions
